In today's demanding industrial environments, particularly within wire rod and steel coil production, optimizing downstream processes like packaging is critical for maintaining competitiveness. Manual or semi-automatic compacting and strapping methods often introduce bottlenecks, safety hazards, and significant operational costs. This article delves into the technical specifications, design considerations, and operational benefits of deploying an automatic horizontal wire coil compactor and strapping system, using a real-world application in Vietnam as a practical example.
1. The Challenge: Overcoming Inefficiencies in Wire Rod Coil Packaging
Many wire rod facilities grapple with outdated packaging lines. A common scenario, observed at a partner facility in Vietnam, involved a semi-automatic process that couldn't integrate seamlessly with upstream production or handling systems (like overhead cranes). This resulted in several pressing issues:
- High Labor Dependency: The existing process necessitated six workers per 8-hour shift dedicated solely to compacting and strapping coils.
- Extended Cycle Times: Manual handling and separate process steps significantly slowed down the packaging phase, impacting overall plant throughput.
- Operator Safety Risks: Manually manipulating heavy, potentially unstable wire coils poses considerable ergonomic and safety hazards.
- Substantial Material Costs: While their existing strapper could utilize wire rod, the overall cost of strapping materials remained a significant operational expense, alongside the inefficiencies of the process itself.
- Lack of Integration: The inability to connect the packer directly to the crane feed line created significant downtime and handling complexities.

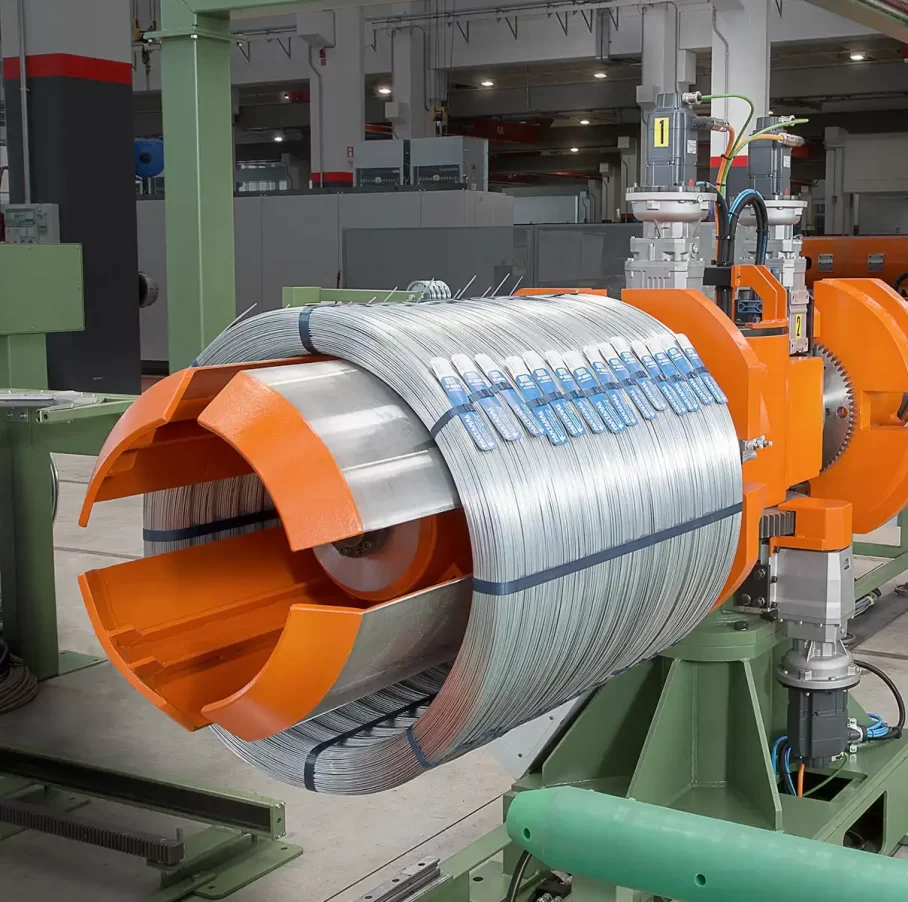
2. The Solution: Automated Horizontal Wire Coil Compacting and Strapping System
To directly address these challenges, a fully automated horizontal wire coil compactor integrated with a strapping unit using wire rod as the binding material provides a robust solution. This system is engineered for seamless integration with existing material handling equipment, such as overhead cranes, creating a continuous, efficient workflow.
2.1. System Design and Core Components
A typical automated horizontal system comprises several key engineered sections:
- Infeed Station: Designed to receive coils directly from crane C-hooks or conveyors, often incorporating centering mechanisms for precise positioning.
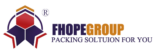
- Compacting Press: Usually hydraulically actuated, this robust structure applies controlled force horizontally to reduce the coil's overall width, making it denser and more stable for transport and storage. The press frame must withstand significant, repeated forces.
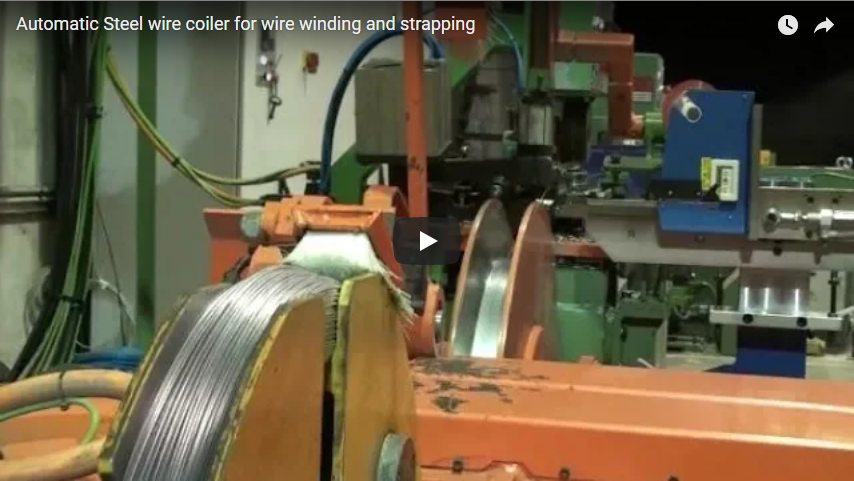
- Strapping Head(s): Positioned radially around the compacted coil path. In this specific application, the head is designed to feed, tension, knot (or weld, depending on design), and cut wire rod as the strapping medium. Multiple heads (e.g., 4 heads for strapping at 0, 90, 180, 270 degrees) ensure secure bundling.
- Wire Rod Feed System: Reliably dispenses the wire rod strapping material from spools or payoff units to the strapping head(s).
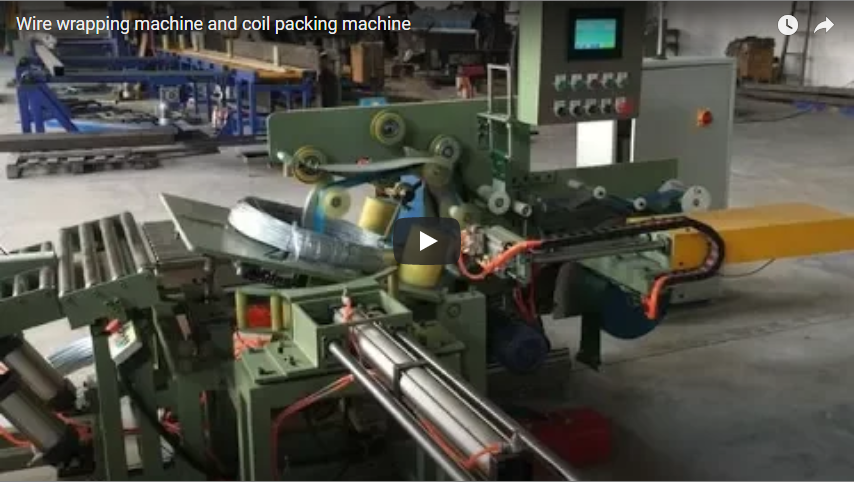
- Outfeed/Discharge: Mechanisms like powered rollers or pusher arms transfer the compacted and strapped coil to the next stage (storage, weighing, labeling, shipping).
- Control System: Typically PLC-based (Programmable Logic Controller) with an HMI (Human-Machine Interface) for parameter setting (compacting pressure, number of straps, strap positions), diagnostics, and operational monitoring. Integration with plant-level control systems (Level 2/MES) is often possible.
- Safety Systems: Light curtains, physical guarding, emergency stops, and access control are crucial design elements adhering to international safety standards (e.g., ISO 13849).
2.2. Technical Specifications Comparison
| Parameter | Typical Semi-Auto Process | Automated Horizontal System Example | Unit | Notes |
|---|---|---|---|---|
| Coil Dimensions | ||||
| Coil OD | Variable | 1000 - 1400 | mm | Outer Diameter |
| Coil ID | Variable | 600 - 900 | mm | Inner Diameter |
| Coil Width (Before) | Variable | 2000 - 2500 | mm | Initial width as received |
| Coil Width (After) | Variable | 1500 - 1800 | mm | Target width after compacting |
| Performance | ||||
| Compacting Force | N/A or Manual | Variable (e.g., 10-50) | Tonnes | Typical range, application-specific |
| Strapping Material | Steel Strap / Wire Rod | Wire Rod (e.g., 5.5-8.0 mm dia) | mm | Utilizes readily available plant material |
| Number of Straps | Manual | Adjustable (e.g., 4) | count | Typically applied radially |
| Cycle Time per Coil | 5-10+ | ~60 - 120 | Seconds | Highly variable, dependent on automation level & size |
| Operators Required | 2-6 per shift | 1 (Supervisory) | persons | Significant labor reduction |
| Integration | ||||
| Crane Integration | Manual / Difficult | Designed for (e.g., C-Hook) | - | Enables seamless material flow |
| Control System | Basic / None | PLC with HMI | - | Allows automation, monitoring, adjustments |
| Power Requirements | ||||
| Electrical | Lower | e.g., 480V/3Ph/60Hz | Volts/Phase/Hz | Example, depends on motors/hydraulics |
| Hydraulic Power Unit | N/A or Small | e.g., 15-30 kW | kW | Powers the compactor press |
Note: Italicized values are typical examples and may vary based on specific machine design and application requirements.
2.3. Personal Experience & Operational Workflow
From observing installations and user feedback, the transition to an automated system dramatically changes the plant floor dynamic. The typical workflow becomes:
- Loading: An overhead crane places a wire coil onto the compactor's infeed section. Sensors confirm correct positioning.
- Centering: Automatic arms or guides center the coil relative to the press and strapping heads.
- Compacting: The hydraulic press activates, compressing the coil horizontally to the preset width. Pressure is held momentarily.
- Strapping: The wire rod feeding systems supply material to the strapping heads, which automatically apply, tension, join (knot/weld), and cut the required number of straps around the coil's circumference.
- Press Retraction: The compacting press retracts.
- Discharge: The finished coil is automatically transferred to an outfeed conveyor or designated pick-up point.
The entire cycle runs automatically, monitored by a single operator via the HMI. This operator typically oversees the machine's function, replenishes strapping material, and handles any fault conditions, freeing up significant manpower previously needed for manual handling and strapping.
3. Quantifiable Benefits Driving Efficiency and ROI
Implementing an automatic wire coil compacting and strapping line delivers substantial, measurable advantages, directly impacting the bottom line:
- Drastic Labor Reduction: Transitioning from a multi-person manual operation (e.g., six workers) to a single overseeing operator yields immediate and significant labor cost savings.
- Increased Throughput: Automated cycle times are significantly faster and more consistent than manual methods, reducing bottlenecks and increasing overall packaging capacity.
- Enhanced Workplace Safety: Eliminating manual lifting and handling of heavy coils drastically reduces the risk of musculoskeletal injuries and accidents. Automated systems with proper guarding enhance overall operational safety.
- Strapping Material Cost Optimization: Utilizing readily available wire rod produced in-house (or sourced economically) as the strapping material can lead to considerable savings compared to purchasing conventional steel or PET strapping. The knotting/joining mechanism is also highly material-efficient.
- Improved Package Quality & Consistency: Automated compacting ensures uniform coil density and dimensions. Automated strapping ensures consistent strap placement and tension, leading to more stable, secure bundles for handling, storage, and shipping.
- Reduced Product Damage: Consistent compaction and secure strapping minimize the risk of coil collapse or damage during subsequent handling and transportation.
- Better Floor Space Utilization: Integrated, streamlined systems can often occupy a smaller footprint compared to sprawling manual packing areas.
4. Integration, Customization, and Future-Proofing
Modern horizontal compactors are designed for integration. Key considerations include:
- Physical Integration: Matching infeed/outfeed heights and methods (crane, conveyor, AGV) to existing plant logistics.
- Control System Integration: Connecting the machine's PLC to plant-level Manufacturing Execution Systems (MES) for data exchange (production counts, fault logs, operational status). [Further reading on MES integration benefits].
- Customization: Reputable manufacturers offer customization options for coil dimension ranges, weight capacities, compacting force, number and position of straps, and specific control features tailored to unique production needs.
Investing in automation is also a step towards future-proofing operations against labor volatility and increasing demands for efficiency and traceability.
5. Take the Next Step Towards Optimized Coil Packaging

Facilities still relying on manual or semi-automatic wire coil packaging face mounting pressures from rising costs and efficiency demands. Automated horizontal wire coil compacting and strapping systems offer a proven technological solution. Evaluating your current process against the potential gains in labor reduction, throughput, safety, and material costs is the first step.
Engaging with experienced automation providers can help tailor a system to your specific coil parameters and integration requirements, potentially revolutionizing your packaging workflow and delivering a strong return on investment.
6. Frequently Asked Questions (FAQ)
-
Q: How long does the installation and commissioning process typically take for an automatic wire coil compactor line?
- A: Depending on system complexity and site readiness, installation and commissioning usually range from 1 to 3 weeks. This includes mechanical assembly, electrical connection, control system integration, testing, and operator training.
-
Q: Can the machine reliably handle variations in wire rod coil dimensions and weights?
- A: Yes, these systems are designed with adjustable parameters. The acceptable range for Coil OD, ID, width, and weight is defined during the specification phase. Sensors and adaptive controls help manage minor variations within the design limits.
-
Q: What type of maintenance is required for an automated compacting and strapping line?
- A: Routine maintenance includes regular inspections, lubrication of moving parts (hydraulics, bearings, chains), checking sensor functionality, and inspecting wear parts in the strapping head (cutters, grippers). Manufacturers provide detailed maintenance schedules and training. Preventative maintenance programs are highly recommended to ensure uptime.
-
Q: What is the typical Return on Investment (ROI) period for such a system?
- A: ROI depends heavily on factors like initial investment cost, labor savings, material cost reduction, throughput increase, and reduction in safety incidents. However, due to significant labor savings and efficiency gains, ROI periods of 1-3 years are often achievable in high-volume production environments. [Read an industry analysis on packaging automation ROI].
-
Q: How does using wire rod as strapping material compare to traditional steel or PET strapping in terms of cost and performance?
- A: For facilities producing wire rod, using it as strapping can be significantly cheaper than buying external strapping materials. The knotting/joining technique used for wire rod strapping is generally very secure. However, the tensile strength might differ from high-tensile steel strapping, so application suitability must be confirmed. Environmental benefits might also exist by reducing consumption of purchased strapping.