Understanding Automatic Steel Wire Compacting and Strapping Lines: Key FAQs
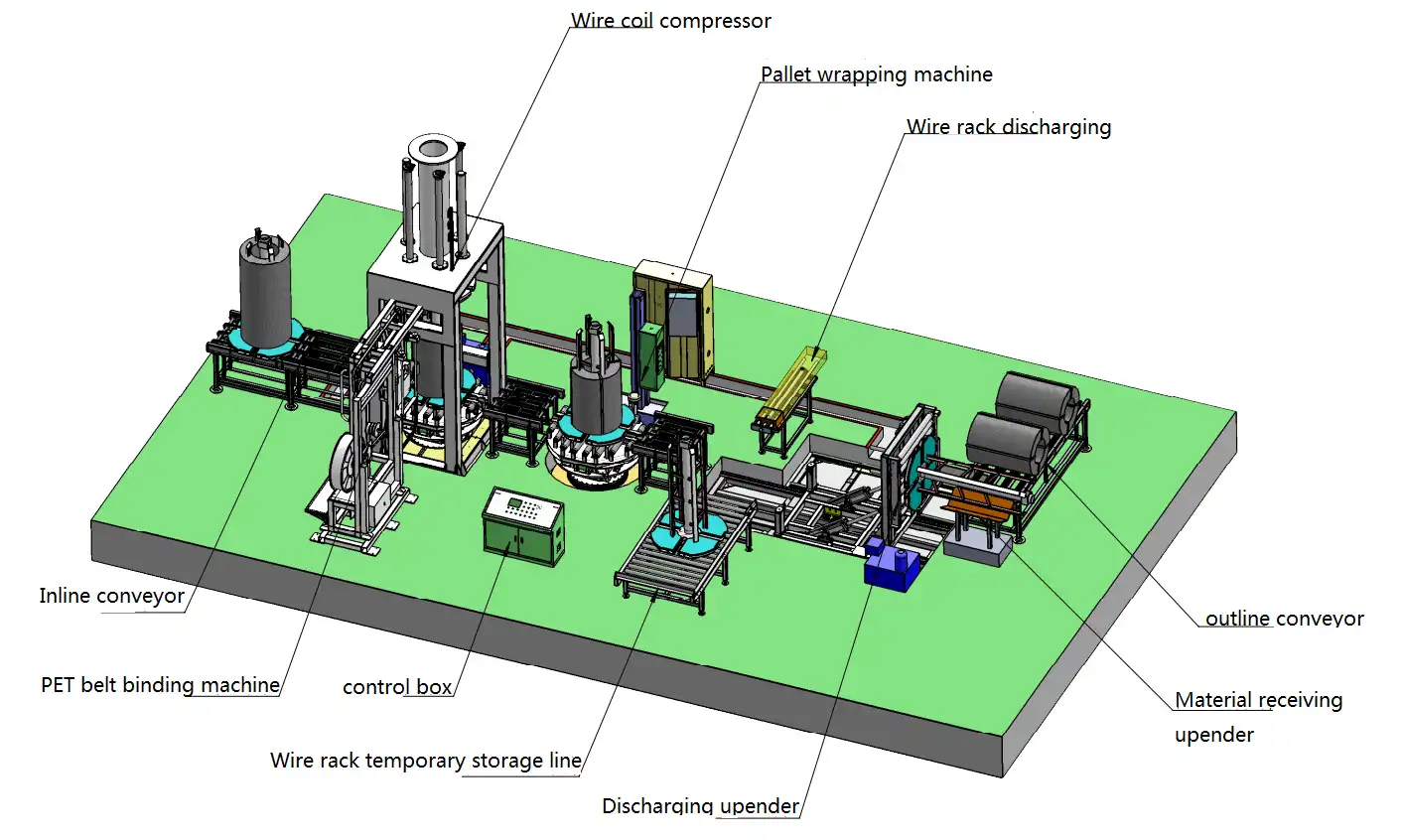
The integration of automatic steel wire compacting and strapping lines represents a significant advancement in the wire manufacturing and processing industry. This technology streamlines the handling of steel wire coils, enhancing efficiency and safety. To help clarify the capabilities and requirements of these systems, here are answers to 10 frequently asked questions.
1. What is the typical height range of wire coils before compacting?
The initial height of a steel wire coil primarily depends on its weight and how it's wound. This dimension is critical for designing the compactor's vertical stroke and handling capabilities.
- A coil weighing 500 kg might have an initial height up to 600 mm.
- A heavier coil, such as one weighing 1000 kg, could reach up to 1220 mm in height.
An effective automatic compacting and strapping line must be engineered to accommodate the full range of expected coil heights specific to your production.
2. What are the typical dimensions of a compacted wire coil?
After compaction, the height of the wire coil is significantly reduced, making it denser and more stable for handling and transport. The final compacted height depends on factors like initial height, wire diameter, compaction force, and desired density.
- While exact dimensions vary based on coil OD and specific requirements, the goal is a tightly packed coil.
- The packing line's design (including compacting force, strapping positions, and subsequent handling like basket removal) must ensure the final package dimensions meet logistical and storage needs.

3. How many coils can an automatic line process per hour?
Throughput is a key performance indicator for these systems. The processing capacity depends on the line's design, the cycle time of each station (compacting, strapping, conveying), and the size of the coils.
- A typical system might process up to 10 coils per hour.
- This translates to roughly 240 coils in a 24-hour operation.
- Individual cycle times are often around 4-6 minutes per coil, encompassing the entire process from entry to exit. Factors like the number of straps required can influence this rate.
4. Is a special wire carrier or rack required for strapping?
Yes, often a specialized wire carrier (sometimes called a rack, basket, or former) is necessary. This carrier serves multiple purposes:
- It maintains the coil's shape during handling before compaction.
- Crucially, it provides the necessary clearance for the strapping head to pass through the coil's center eye during the strapping process, ensuring the straps secure the wire coil itself, separate from the carrier.
- These carriers can typically be sourced from the machine manufacturer or produced based on provided specifications.

5. What is the maximum wire diameter the system can handle?
The line's components, particularly the compactor and strapping head, must be robust enough for the wire being processed.
- Many systems are designed to handle common steel wire diameters, potentially up to 5.0 mm or sometimes larger, depending on the specific machine model and configuration.
- It's vital to confirm the machine's specifications match the maximum (and minimum) wire diameters used in your production.
6. How automated is the compacting and strapping process?
These lines are designed for full automation. Once coils are loaded onto the infeed conveyor (either manually or via upstream automation), the system typically handles:
- Coil transport between stations.
- Centering and positioning.
- Compaction to pre-set parameters.
- Strapping at designated locations.
- Optional weighing, labeling, and discharge. Operator intervention is generally limited to loading carriers, replenishing strapping material, monitoring the process, and performing maintenance.
7. What type of strapping material is used?
The choice of strapping material depends on the coil weight, wire type, required tension, and transport/storage conditions. Common options include:
- Polyester (PET) strapping: Offers high strength and retains tension well. Often preferred for its cost-effectiveness and resistance to environmental factors.
- Steel strapping: Provides maximum strength and rigidity, suitable for very heavy or demanding applications. The strapping head on the machine must be compatible with the chosen material (e.g., PET heads use friction welds, steel heads use seals or notches). High-quality strapping material is essential for secure containment.
8. How much floor space does the line require?
Automatic compacting and strapping lines are substantial pieces of equipment. The required space depends on:
- The overall line configuration (linear, L-shape, U-shape).
- The number of stations included (e.g., compaction, strapping, weighing, labeling, carrier handling).
- Coil dimensions and required buffer zones.
- Access requirements for operation and maintenance. A detailed layout drawing specific to the proposed system is necessary for accurate space planning. Expect a footprint covering a significant area, often tens of square meters.

9. What kind of maintenance is required for the line?
Regular maintenance is crucial for ensuring the longevity, reliability, and safety of the automatic line. Key maintenance activities include:
- Preventive Maintenance: Scheduled tasks like cleaning sensors and guides, lubricating moving parts (chains, bearings, cylinders), checking hydraulic/pneumatic systems for leaks, inspecting wear parts (e.g., strap guides, cutters, seals), and verifying safety functions.
- Consumable Replacement: Regularly changing strapping coils and potentially seals if using steel strapping.
- Calibration: Periodic checks and adjustments of compaction pressure, strap tension, and positioning sensors. Adhering strictly to the manufacturer's recommended maintenance schedule and procedures is essential.
10. What safety features are typically included?
Safety is paramount in automated industrial environments. These lines incorporate multiple safety features, such as:
- Physical Guarding: Fencing or barriers to prevent personnel from entering hazardous areas during operation.
- Access Doors with Interlocks: Doors that automatically stop the machine if opened.
- Light Curtains: Safety devices that detect presence in restricted zones and trigger a stop.
- Emergency Stop Buttons (E-stops): Clearly marked buttons strategically placed to halt the entire line immediately in an emergency.
- Warning Lights and Alarms: Visual and audible signals indicating machine status or fault conditions.
- Safe Control Systems: Designed to ensure safe operation and shutdown procedures. Proper training and adherence to safety protocols are vital for operators.

Additional Operational Considerations
Beyond these core questions, evaluating factors like operational efficiency and customization is important:
- Efficiency Factors: Consider the line's overall equipment effectiveness (OEE). This includes not just speed (availability) but also performance (actual vs. designed speed) and quality (rate of properly compacted/strapped coils). Minimizing downtime through robust design and effective maintenance contributes significantly to efficiency.
- Ease of Operation: A well-designed Human-Machine Interface (HMI) with intuitive controls, clear diagnostics, and easy recipe management simplifies operation and reduces the potential for errors. Accessibility for routine tasks like strap changes also impacts usability.
- Customization and Integration: Assess the system's ability to be tailored to specific needs. Can it handle unique coil sizes or types? Can it integrate with existing plant management systems (MES, ERP) for data exchange? Can additional features like weighing scales, label applicators, or specialized conveying solutions be incorporated?

Understanding these aspects of automatic steel wire compacting and strapping lines allows for a more informed evaluation when considering this technology for improving wire packaging operations.