
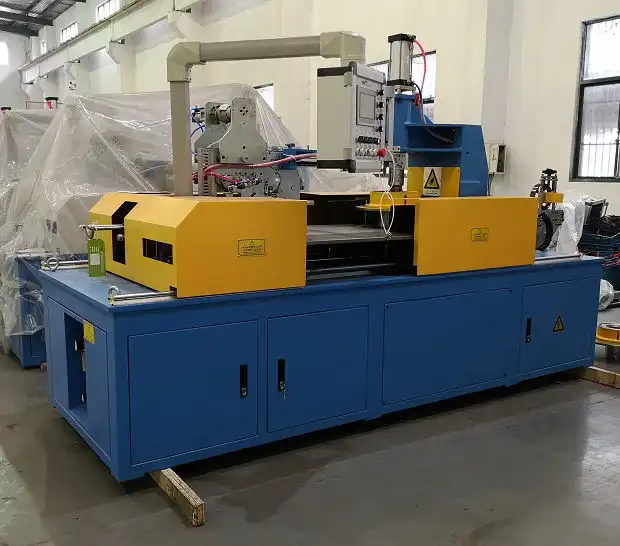
## **1. Advancing Cable Packaging: The Automated Cable Wire Coil Re-Winding and Strapping Line**
In the demanding landscape of modern cable and wire manufacturing, achieving high precision, operational speed, and unwavering consistency is paramount. An integrated **cable wire coil re-winding and strapping line** represents a significant technological advancement, automating the entire packaging process. This sophisticated system streamlines operations by combining critical functions—pay-off, accumulation, precise length measurement, servo-controlled coiling, automated cutting, and secure strapping—into a single, efficient workflow. The outcome is a highly optimized solution delivering precisely packaged cable coils with exceptional repeatability and minimal manual intervention.
This automated approach addresses key industry challenges, moving beyond manual or semi-automated processes to offer enhanced control, reduced material handling stress, and significantly improved throughput for cable manufacturers supplying sectors like telecommunications, power distribution, automotive, and industrial automation.
## **2. Core Components: A Technical Breakdown**
The efficiency and precision of the re-winding and strapping line stem from the seamless integration and advanced capabilities of its core components:
### **2.1 Pay-Off System: Ensuring Stable Input**
The process initiates at the **pay-off machine**, which carefully unwinds cable from bulk supply reels or drums. Crucial to maintaining cable integrity, modern pay-off units incorporate sophisticated tension control mechanisms (e.g., dancer arm accumulators, magnetic particle brakes, or AC vector drives) to prevent cable stretching, slippage, or kinking. Consistent tension is vital for accurate length measurement and uniform coiling downstream. These systems are typically designed to handle a range of reel sizes and weights (e.g., DIN 46391 standard reels, custom bobbins).

### **2.2 Automatic Accumulator: Decoupling Processes**
Following the pay-off, the cable often feeds into an **automatic accumulator**. This unit acts as a critical buffer, dynamically storing a length of cable. Its primary function is to decouple the continuous pay-off process from the intermittent start/stop cycles of the coiling and cutting stations. By absorbing variations in line speed, the accumulator ensures the coiler receives a consistent feed, maximizing overall line throughput and preventing unnecessary downtime. Accumulators can be horizontal or vertical, depending on floor space and cable type, with capacities ranging from tens to hundreds of meters.
### **2.3 Precision Length Measurement: Accuracy is Key**
Accurate coil length is non-negotiable. The line integrates a **precision length measuring device**, typically employing calibrated encoder wheels that maintain contact with the cable. Advanced systems achieve high accuracy, often ±0.1% to ±0.5%, depending on cable characteristics and line speed. This data interfaces directly with the system PLC (Programmable Logic Controller) to trigger the cutting sequence precisely when the target length is reached, ensuring compliance with stringent industry standards and customer specifications.
### **2.4 Servo-Controlled Coiling Head: Programmable Precision**
The heart of the system is the **servo-controlled coiling station**. Utilizing high-precision servo motors and drives, this unit winds the cable into neat, specified coils. Key parameters are programmable via the Human-Machine Interface (HMI):
* **Coil Inner Diameter (ID):** Defined by the coiling mandrel size.
* **Coil Outer Diameter (OD):** Controlled by the number of layers and traverse width.
* **Traverse Width/Coil Height:** Precisely managed by a synchronized servo-driven traverse guide.
* **Coiling Speed:** Adjustable based on cable type and size, often reaching speeds suitable for high-volume production.
The servo control ensures consistent winding patterns, tight tolerances, and gentle handling of sensitive cables.
### **2.5 Automated Cutting Unit: Clean and Efficient Separation**
Immediately after the target length is coiled, an **automatic cutting unit** cleanly severs the cable. Depending on the cable diameter and construction, this may involve shear cutters, blade cutters, or specialized designs. The cutting action is precisely synchronized with the coiling cycle to minimize dwell time and ensure a clean, perpendicular cut without damaging the cable ends.
### **2.6 Automatic Strapping Station: Securing the Coil**
What distinguishes this integrated line is the seamless transition to the **strapping station**. The completed coil is automatically transferred (e.g., via robotic arm, pusher, or indexing conveyor) into the strapping zone. Here, typically 2 to 4 straps of **PP (polypropylene) or PET (polyester) strapping material** (commonly 9mm, 12mm, or 15.5mm wide) are applied radially around the coil. The strapping process involves automated strap feeding, tensioning (adjustable), sealing (usually via heat-weld or ultrasonic weld), and cutting. This secures the coil's shape for handling, storage, and transport, while improving safety.
## **3. Technical Data Comparison: Key Performance Indicators**
The specifications of automated re-winding and strapping lines can vary based on application requirements. Below is a typical range of parameters:
| Parameter | Typical Specification Range | Unit | Notes |
| :------------------------ | :--------------------------------------- | :---------- | :------------------------------------------------ |
| **Cable Diameter Range** | 1 - 35 | mm | Varies by machine model and coiling head design |
| **Max. Coil Outer Dia.** | 300 - 800 | mm | Dependent on coiler frame and capacity |
| **Coil Inner Diameter** | 150 - 500 | mm | Adjustable or requires different mandrels |
| **Max. Coil Width** | 80 - 300 | mm | Programmable via servo traverse |
| **Max. Coil Weight** | 10 - 100 | kg | Limited by coiler mechanics & handling system |
| **Coiling Speed** | Up to 200 | m/min | Dependent on cable type, coil size, servo power |
| **Length Measurement Acc.** | ±0.1% to ±0.5% | % | Influenced by encoder quality and line stability |
| **Strapping Material** | PP / PET | - | Polypropylene / Polyester |
| **Strap Width** | 9, 12, 15.5 | mm | Common industry sizes |
| **Number of Straps** | 2 - 4 | - | Programmable |
| **Strapping Cycle Time** | 15 - 30 | seconds | Per coil, including transfer |
| **Control System** | PLC + HMI | - | Siemens, Allen-Bradley, Omron common |
| **Power Supply** | 380V/480V, 50/60Hz, 3-Phase | V, Hz, Ph | Typical industrial power |
| **Compressed Air Req.** | 6 - 8 | bar | For pneumatic actuators, if used |
*Note: These are indicative values. Specific machine performance depends on the manufacturer and configuration.*
## **4. Design Considerations for Seamless Integration**
Integrating an automated line requires careful planning:
* **Floor Space & Layout:** Ensure sufficient space for the machine footprint, operator access, maintenance, and material flow (infeed reels and outfeed coils).
* **Upstream/Downstream Integration:** Consider how the line interfaces with extruders, cooling troughs, or palletizing systems. Communication protocols (e.g., Ethernet/IP, Profinet) are key.
* **Power and Utilities:** Verify adequate electrical power capacity and compressed air supply (clean, dry air).
* **Safety Systems:** Comprehensive guarding, light curtains, emergency stops, and compliance with relevant safety standards (e.g., ISO 13849, ANSI B11) are mandatory.
* **Foundation:** Ensure the floor can support the machine weight and dynamic loads, especially for high-speed operation.
## **5. Operational Advantages and Return on Investment (ROI)**
From a manufacturing and operational standpoint, the benefits are substantial:
* **Significant Labor Reduction:** Automation minimizes manual handling for coiling, measuring, cutting, and strapping, freeing up operators for higher-value tasks.
* **Drastically Improved Throughput:** Continuous, automated cycles run predictably and often significantly faster than manual methods, increasing output per shift.
* **Enhanced Repeatability and Quality:** Servo controls and precise measurements ensure every coil meets exact specifications (length, dimensions, strap tension), improving product consistency critical for OEM and export markets.
* **Improved Ergonomics and Safety:** Reduces risks associated with repetitive manual tasks and heavy lifting.
* **Reduced Scrap/Waste:** Accurate length control minimizes material waste from over/under-length coils.
* **Faster Order Fulfillment:** Increased throughput and consistency contribute to quicker turnaround times.
While the initial investment is higher than manual setups, the ROI is often realized through reduced labor costs, increased production capacity, improved quality, and lower waste over the machine's lifecycle.
## **6. User Experience and Practical Implementation Insights**
Modern lines prioritize ease of use and maintenance:
* **Intuitive HMI:** Touchscreen interfaces allow operators to easily set parameters, store recipes for different cable products, monitor production status, and access diagnostics.
* **Recipe Management:** Pre-programmed settings for various cable types and coil sizes can be recalled quickly, minimizing setup time during product changeovers.
* **Maintenance Features:** Designed for accessibility to key components, with self-diagnostics and remote support capabilities often available.
* **Flexibility:** Modular designs allow for future upgrades or modifications as production needs evolve.
Implementing such a system successfully involves proper operator training, establishing preventative maintenance schedules, and potentially integrating with plant-level Manufacturing Execution Systems (MES) for data tracking and analysis.
## **7. Conclusion: Packaging Smarter with Automation**
In today's highly competitive global cable market, automation is no longer a luxury but a strategic necessity. A fully **automated cable coil re-winding and strapping line** delivers the control, precision, speed, and flexibility required to meet escalating production demands while simultaneously reducing operational costs and enhancing product quality. By integrating key processes into a single, intelligent system, manufacturers can achieve significant efficiency gains and maintain a competitive edge. Ultimately, investing in this technology isn't just about packaging cable faster—it's about packaging smarter, safer, and more consistently.
More automatic cable coiling and strapping solutions can be explored here: [https://www.fhopepack.com/cable-winder/](https://www.fhopepack.com/cable-winder/)




